

印刷方式:UV硬化型レジンを用いた3Dプリンターを活用。
画像データ:F360により3DCADデータ作成。
3Dプリンター:PHOTON 強制排気方式。
目的:機械等への組み込み用部品試作。
実施状況:
印刷時間:約5時間
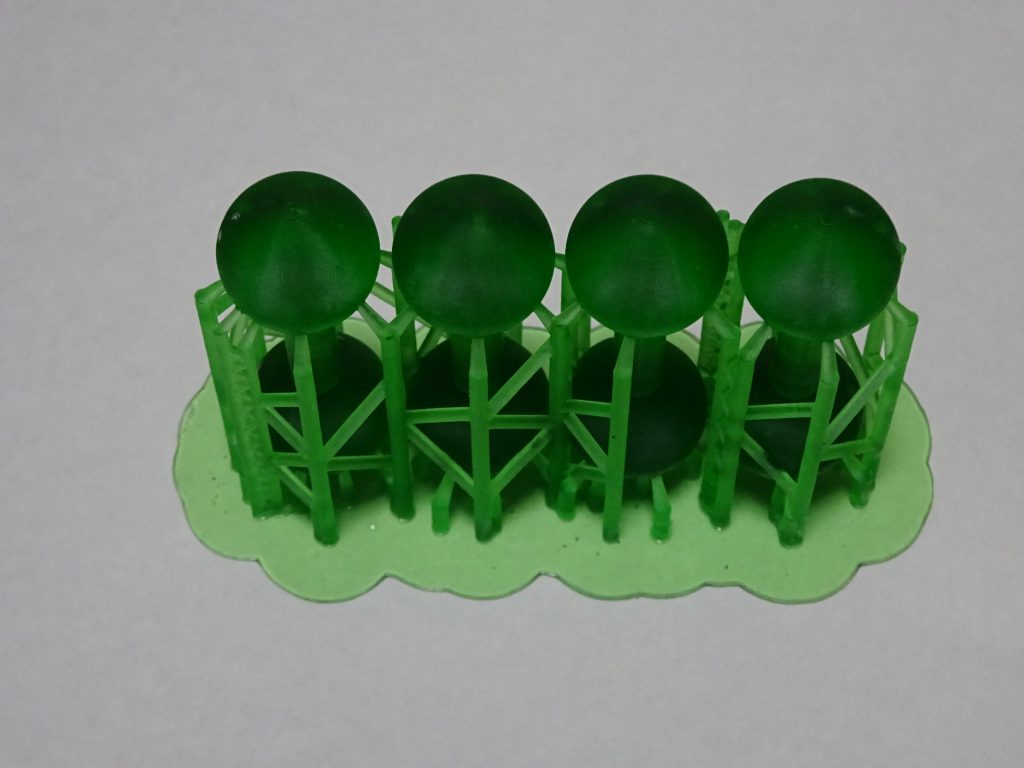
本実施例ではサポートの付け方とその完成度について検討し、次のような結果を得た。
①サポートの手動設定:各部品の直下に1か所設置時は上下動でサーポートが破損し、造形はボトム位置のみ。
②サポートの手動設定:各層ごとのUV照射時間を10Sから12Sに変更し、1か所のみ形成。
③サポートの手動設定:サポートの径を太くすることで、2か所形成、他2か所は印刷時の上下動でサポート部が破損。
④サポートの自動設定:状況はサポートの数が手動に比べ増加したことにより上下動で破損することがなくなり4つの部品は形成されたが、サポートの切り落としなどに要する時間が増加することになった。
考察:今後の実施に向けては上下動によるサポートのふらつきによる破損に配慮した必要最小本数等を設定することが必要である。このため、各部品ごとに3方向の部品上下に各1個所以上が望ましいと考えられるが、強度や必要本数などの検証を行う必要もあります。